Технологии и управляющие программы на станки ЧПУ
Готовый проект обработки детали
Вакуумное оборудование я успешно использую уже с 2010 года. Покупал у фирмы Вектор, тогда еще в ней работал, по-моему 1 человек. Вакуумная система фирмы Witte. Кстати, зашел на сайт Вектора и почти ничего не узнал, моих систем там уже и не видно. Подбирал оборудование по каталогу.
Сначала купил базовый комплект, плиту решетчатую простой насос, сепаратор, короче как на стр. 27 каталога, затем модульную систему стр. 18. Сейчас у меня 2 системы, 4 плиты ( две сделал сам). Впечатление от оборудования самое положительное, все работает без проблем, расходные материалы ( шнур резиновый, масла и фильтры) всегда в наличие в Москве.
Теперь нюансы...
Вы и представить не можете, как широко можно применять вакуумное оборудование, как это облегчит Вашу работу. Вот некоторые детали, сделанние с применением вакуумного оборудования:






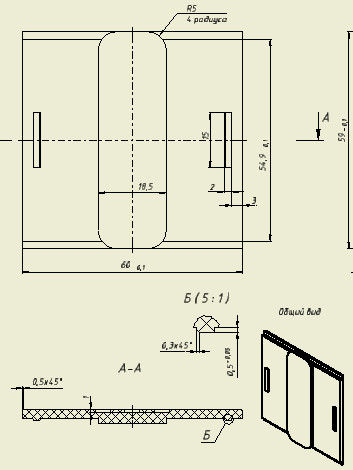



Это далеко не все детали, просто если внимательно посмотрите на них и размеры, то поймете, что возможности вакуумного оборудования, при творческом использовании достаточно обширны. Все детали из алюминия (2-6) или капролона ( полицеталя). Первоначально я достаточно широко использовал технологию VAC-MAT стр.29, в частности для 2 детали. При данной технологии свободное пространство коврика надо было закрывать, я делал это обрезками листов алюминия, иначе после каждой детали сепаратор надо было сливать. Часть деталей, примерно 5% сдвигало. Главной проблемой вообще был не отрыв, а сдвиг, хотя и отрывы были, сопровождающиеся обычно потерей фрезы.
Толчком к решению проблем стала, подсмотренная на форуме САПР, доработка вакуумных плит. Теперь плиты у меня имеют такой вид..

Отверстия резьбовые, в основном М4. К ним прилагаются эксцентрики

Эксцентрики делал разные, наиболее востребованы оказались толшиной 2 мм. Сейчас любую деталь на плите я поджимаю на только упорами, идущими в комплекте к плите, но и эксцентриками. Боковую облаботку веду до них. В 90% случаев этого достаточно.
Вот здесь я окончательно отказался от ковриков и начал проектировать переходные приспособления на детали, два из них показаны на страничке видео Эсприт. Деталь поджата с 4 сторон, от перемещения по Z, страхует вакуум.
Можно конечно поджимать было пластинками с прижимами, на обычно получалось, что прижимы или болты мешали подходам торцевой фрезы.
( Продолжение следует. )